Alternativa all'anodizzazione in acciaio: soluzioni di finitura superficiale per lavorazione CNC di precisione per rivestimento a ossido nero
Nel settore della prototipazione rapida e della lavorazione CNC di precisione, riceviamo ogni giorno RFQ da ingegneri di tutto il mondo. La maggior parte delle volte, i disegni sono chiari e inequivocabili. Ma occasionalmente, ci sono situazioni che possono trasformare parti in rottami — come l'esempio di oggi: un requisito di trattamento superficiale fisicamente impossibile da raggiungere, l'anodizzazione su parti in acciaio.
Questo progetto proveniva dal campo europeo dell'assemblaggio meccanico industriale, comprendendo due parti che richiedevano carburazione e tempra: durezza Rockwell HRC 56±2, profondità effettiva dello strato indurito 0,3+0,1 mm, tolleranza generale secondo ISO 2768-f, e il disegno richiesto esplicitamente: "Finitura superficiale: anodizzazione nera."
Per molte officine meccaniche prive di profonda esperienza ingegneristica, potrebbero semplicemente fornire un preventivo e finire per produrre rottame. Perché l'acciaio non può utilizzare il processo standard di anodizzazione dell'alluminio. L'anodizzazione diretta porterebbe al rifiuto del prodotto e a un guasto delle prestazioni.
In questo articolo mostreremo come Brightstar Prototype CNC Co., Ltd utilizza tecnologie professionali di ingegneria della finitura superficiale per correggere gli incomprensori di progettazione dei clienti e offrire alternative fattibili.


Quando appare "anodizzazione" nei disegni in acciaio
Alcuni progettisti e ingegneri di prodotto lavorano ampiamente con l'alluminio per lunghi periodi. L'anodizzazione conferisce all'alluminio un bellissimo colore nero, un'eccellente resistenza all'usura e alla corrosione. Di conseguenza, quando successivamente passano alla progettazione di componenti in acciaio ad alta resistenza, il pensiero inerziale potrebbe portarli a specificare "Finitura superficiale: anodizzazione."
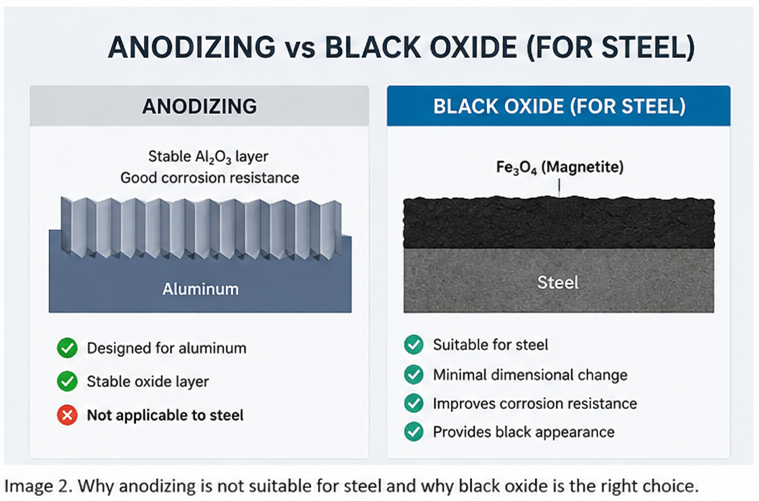
Il principio fondamentale dell'anodizzazione è posizionare il metallo come anodo in una soluzione elettrolitica e applicare corrente per provocare una reazione di ossidazione sulla sua superficie, generando un film di ossido metallico. L'elettrolita anodizzante e i parametri sono progettati per il film ossido di alluminio (Al₂O₃). Durante l'anodizzazione, l'alluminio genera Al₂O₃ (ossido di alluminio), che ha una struttura densa e stabile e una forte adesione al substrato di alluminio sottostante. Tuttavia, quando l'acciaio viene posto nello stesso bagno, l'elemento metallico nell'acciaio genera una miscela di FeO, Fe₂O₃ e Fe₃O₄ in condizioni di anodizzazione. Lo strato di ossido è allentato, crepato e non può formare un denso film protettivo; Al contrario, si formano prodotti di corrosione sciolti e facilmente smaltibili. Ecco perché l'acciaio non può essere anodizzato. Se si tenta forzatamente l'"anodizzazione", la superficie d'acciaio non raggiungerà l'aspetto e le prestazioni desiderate, diventando rottami.
Il vero costo degli errori nel trattamento delle superfici
Secondo un sondaggio della Society of Manufacturing Engineers (SME), circa il 23% di tutte le cause di rottami di lavorazione lavorativa è legata a specifiche di trattamento superficiali errate. Nella fase di prototipazione rapida, il rilavoro di progettazione causato da disadattamenti materiale-processo estende i tempi di consegna del progetto di una media di 5-8 giorni lavorativi.
Percorso decisionale corretto per il trattamento superficiale Brightstar
Il diagramma seguente mostra la logica decisionale seguita dal team di ingegneri di Brightstar al ricevimento di un disegno di questo progetto con requisiti di "anodizzazione in acciaio":

Soluzione dettagliata di rivestimento a ossido nero per acciaio
Quando un cliente insiste su un colore "nero" e il materiale è acciaio (come Q235B, 59CrV4), il processo di finitura superficiale che raccomandiamo è l'ossido nero, talvolta chiamato anche "annerimento".
Perché scegliere l'ossido nero?
Il principio dell'annerimento dell'acciaio (ossido nero) è il seguente: la parte in acciaio viene immersa in una soluzione ossidante alcalina calda (tipicamente contenente idrossido di sodio e nitrito di sodio) a circa 140°C. Sotto l'azione dell'agente ossidante, la superficie dell'acciaio genera un film sottile di magnetite densa (Fe₃O₄). La reazione principale è: il ferro reagisce con il nitrito di sodio in un ambiente alcalino, formando prima ferrite di sodio (Na₂FeO₂) e ferrito di sodio (Na₂Fe₂O₄), che poi idrolizzano per formare precipitato nero di Fe₃O₄ che aderisce saldamente alla superficie del pezzo, creando un film protettivo nero aderente. Questo la rende particolarmente adatta al trattamento superficiale di parti in acciaio di precisione.
Sebbene sia l'anodizzazione dell'acciaio (tentata) che l'annerimento dell'acciaio producano alla fine la stessa composizione chimica, Fe₃O₄, il "metodo di formazione" e la "struttura del film" sono completamente diversi, risultando in prestazioni molto differenti. In condizioni di anodizzazione acida (che fa passare corrente attraverso la superficie dell'acciaio come anodo), oltre a formare Fe₃O₄, avviene simultaneamente una violenta reazione di evoluzione dell'ossigeno, con bolle di gas che colpiscono costantemente il film in crescita, creando fori passanti e microcrepe. Il pH nella regione anodica cala bruscamente e Fe₃O₄ è instabile in condizioni fortemente acide, dissolvendosi parzialmente e distruggendo ulteriormente l'integrità della pellicola. Al contrario, l'annerimento chimico avviene in un ambiente caldo e alcalino concentrato, permettendo al Fe₃O₄ di crescere tramite "conversione lenta in situ" tramite reazioni di ossidazione-riduzione, senza impatto di bolle né dissoluzione, ottenendo così un film protettivo di Fe₃O₄ denso, intatto e fortemente aderente. In parole semplici: il Fe₃O₄ formato dall'annerimento è uno strato protettivo denso che "cresce" al suo posto; il Fe₃O₄ che l'anodizzazione tenta di formare è uno strato di ruggine sciolto "spaccato" dalle bolle d'ossigeno. Stessa composizione, struttura diversa, esecuzione opposta.
Perché scegliere il trattamento con ossido nero per parti in acciaio
Naturalmente, oltre all'anodizzazione, esistono molti altri metodi di trattamento superficiale per l'acciaio. Allora perché abbiamo scelto l'ossido nero? Perché per la maggior parte delle parti in acciaio temprato che richiedono un aspetto nero e devono mantenere tolleranze strette (come questo progetto), l'ossido nero è più adatto all'ingegneria rispetto a qualsiasi vernice o rivestimento.
Confronto dati: ossido nero vs. altre opzioni di trattamento superficiale
Per aiutare i clienti a capire perché consigliamo l'ossido nero, abbiamo preparato la seguente tabella di confronto:
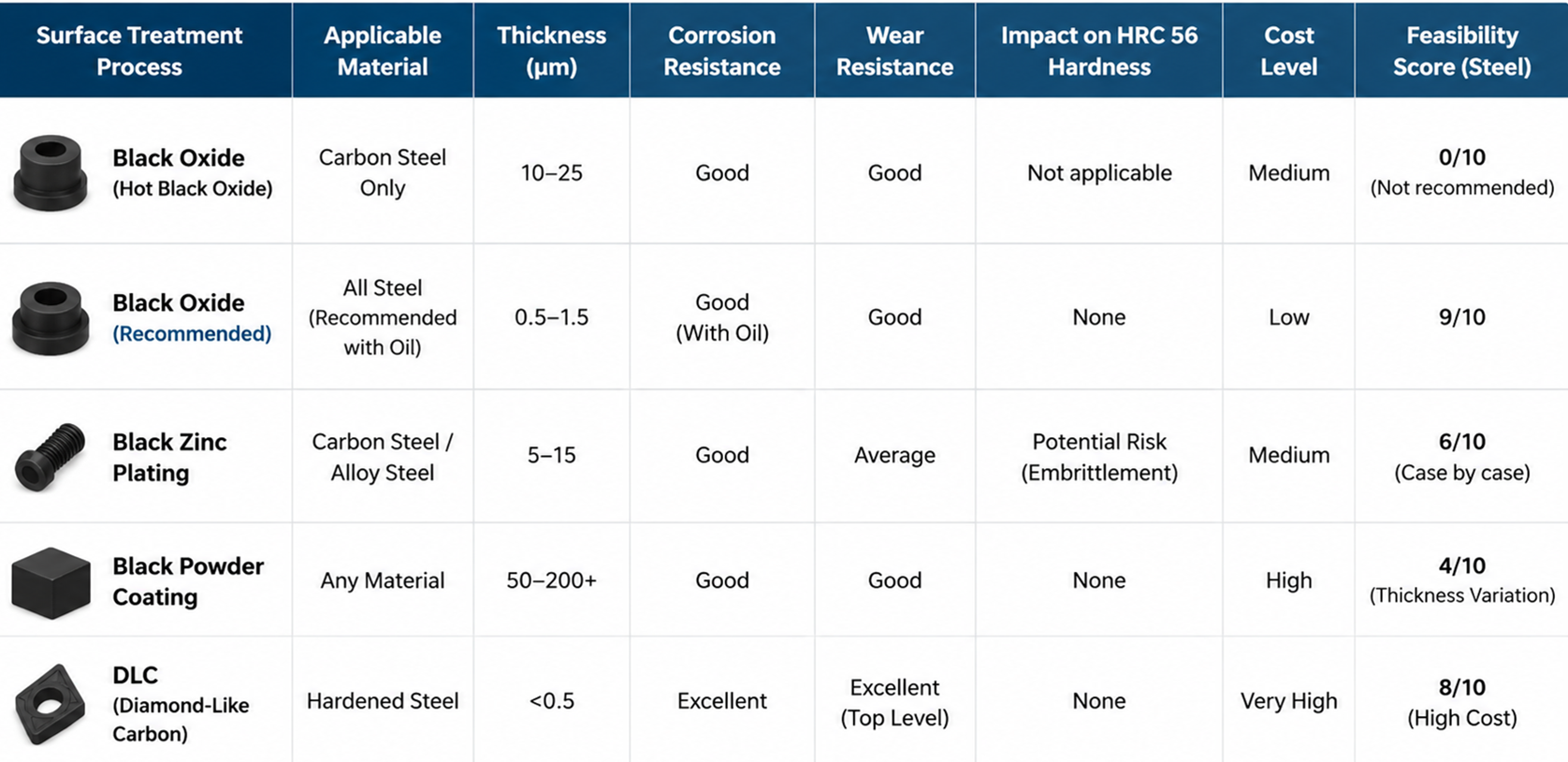
Da questa tabella sappiamo che l'ossido nero raggiunge il miglior equilibrio tra accuratezza dimensionale, costo e compatibilità di processo.
Studio di caso Brightstar: Mantenere la tolleranza HRC 56±2 e ISO 2768-f – inclusa la finitura superficiale a ossido nero
Sfide
Le parti dopo la carburazione e la tempra sono soggette a ovalità o deformazione (controllo della deformazione).
Il materiale 59CrV4 è sensibile ai difetti superficiali.
L'ossido nero deve essere applicato alle dimensioni finali senza alcun margine di rilavorazione.
Il nostro processo di esecuzione
Revisione ingegneristica: Abbiamo riscontrato che l'anodizzazione era irrealizzabile e hanno raccomandato proattivamente di passare all'ossido nero.
Ottimizzazione del trattamento termico: Ha utilizzato materiale lavorativo leggermente compensato (controllo pre-deformazione). Per il pezzo Q235B, abbiamo lasciato la sagoma da 0,2 mm prima di carburare, poi la sninatura precisa alla tolleranza finale dopo la tempra.
Regolazione della sequenza di processo: Tornatura/fresatura grezza→, carburazione e tempra su HRC 56 → levigatura precisa delle superfici critiche di accoppiamento → ossido nero → pulizia e confezionamento finale.

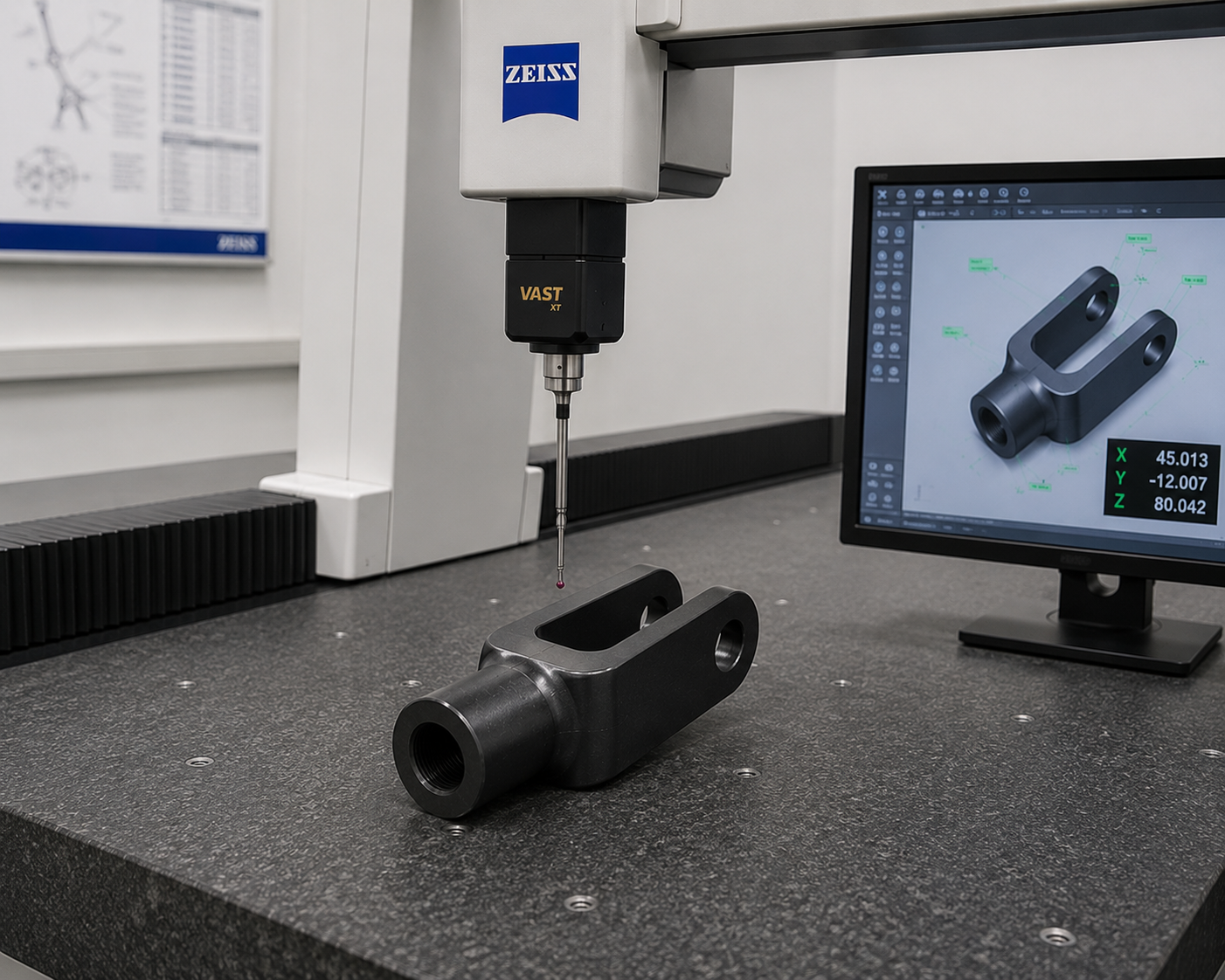
Ispezione Qualità: Utilizzato il tester di durezza Vickers per verificare la profondità effettiva dello strato indurito di 0,35 mm (raggiungendo 0,3+0,1); Le misurazioni CMM hanno confermato che tutte le dimensioni rispettavano la tolleranza di grado medio ISO 2768-f.
Risultati finali
Durezza: HRC 56±2 (eccellente uniformità)
Aspetto: Uniforme nero intenso, opaco, senza macchie
Montaggio: L'autorizzazione soddisfa pienamente i requisiti di assemblaggio dei clienti
Feedback dei clienti: La finitura superficiale ha soddisfatto le aspettative.
Brightstar Prototype CNC Co., Ltd – Il tuo partner per l'ingegneria della finitura superficiale
Brightstar Prototype CNC Co., Ltd è certificata secondo il sistema di gestione qualità ISO 9001:2025. Il nostro team di ingegneri vanta oltre 10 anni di esperienza nella lavorazione meccanica di precisione e nella prototipazione rapida, specializzandosi in progetti complessi che coinvolgono disallineamenti materiale-processo, tolleranze strette e trattamenti speciali delle superfici.
I settori che serviamo includono componenti automobilistici, macchinari industriali, dispositivi medici, robotica e altri. In media, aiutiamo i clienti globali a evitare oltre 50 potenziali problemi causati da errori nelle specifiche di progettazione ogni anno.

FAQ: Domande Comuni di Ingegneria sul Trattamento delle Superfici dell'Acciaio
D1: Il trattamento con ossido nero cambierà le dimensioni del componente?
R: Per niente. Lo spessore del rivestimento a ossido nero è solo di 0,5–1,5 μm, significativamente più sottile rispetto ad altri processi di finitura superficiale (ad esempio, placcatura zincata: 5–15 μm, verniciatura in polvere: 50+ μm). Pertanto, è particolarmente adatto per parti che richiedono tolleranze strette come ISO 2768-f, senza necessità di levigatura secondaria dopo il trattamento superficiale.
D2: L'ossido nero influisce sulla durezza originale o sui risultati del trattamento termico dell'acciaio?
R: No. La temperatura del processo a ossido nero è di circa 140°C, ben al di sotto della temperatura di tempra dell'acciaio (tipicamente sopra i 200°C). Pertanto, non altererà la durezza HRC 56±2 né influirà sulla profondità effettiva dello strato indurito. Questo è diverso dai processi che richiedono alte temperature o ambienti acidi, come alcuni rivestimenti o anodizzazione.
D3: Il mio pezzo è acciaio a molla 59CrV4. L'ossido nero può causare fragilità da idrogeno?
R: No. Il processo dell'ossido nero non genera ioni idrogeno e non comporta rischio di fragilità da idrogeno. Tuttavia, se si utilizza sottaceto o galliplasatura (ad esempio, placcatura con zinco), la cottura post-piattura a 200°C per oltre 4 ore (sollievo dell'idrogeno) è obbligatoria. Lo specifichiamo chiaramente nella nostra pianificazione del processo.
D4: Qual è la dimensione massima di un pezzo in acciaio che puoi maneggiare?
R: Le nostre apparecchiature CNC possono lavorare parti in acciaio fino a 1200 x 800 x 600 mm per un singolo pezzo. Il trattamento superficiale (ossido nero) può supportare parti di qualsiasi dimensione all'interno di questo involucro.
Non lasciare che il tuo prossimo prototipo si blocchi sul trattamento superficiale
Non lasciare che un "requisito di processo impossibile" ostacoli il progresso dello sviluppo del prodotto. Da Brightstar Prototype CNC Co., Ltd, facciamo molto più che solo tagliare metallo:
Recensione Ingegneristica Gratuita: Invia il tuo disegno (materiale, tolleranza, requisiti di trattamento superficiale) e analizzeremo la sua fabbricabilità entro 24 ore.
Suggerimenti per l'ottimizzazione proattiva: Se riscontriamo un problema come la "anodizzazione dell'acciaio", forniremo documentazione tecnica formale con soluzioni alternative.
Prototipazione rapida: Combinati con i nostri servizi di prototipazione rapida, possiamo fornire soluzioni complete, dal trattamento termico all'ossido nero in soli 7 giorni.
Agisci ora:
Invia la tua RFQ o il disegno a ann@brightrapid.com
Oppure visita il nostro sito web: https://www.brightrapid.com
Lascia che la capacità professionale di finitura delle superfici protegga i tuoi componenti di precisione.
Avviso di copyright: Questo articolo è originale di Brightstar Prototype CNC Co., Ltd ed è basato su un caso reale di progetto. I confronti dei dati provengono da test interni e standard pubblici di settore (ASTM B117, ISO 27830). La riproduzione non autorizzata è vietata.
Riferimenti
1. Secondo l'ASM Handbook, Volume 5: Surface Engineering, "Il ferro e le sue leghe in condizioni di anodizzazione acida formano prodotti di ossidazione instabili, porosi e generalmente non protettivi, completamente diversi dal film di ossido di alluminio denso sull'alluminio. Pertanto, l'anodizzazione non è utilizzata commercialmente per il trattamento dell'acciaio." — ASM International, 1994, p. 482.
2. SME (Società degli Ingegneri della Produzione). "Costo della qualità nell'indagine di ingegneria delle superfici", 2022. p. 45.